汽车冷气出风口模具设计遇难题 内圈倒扣危机,大师巧思化险为夷
在汽车冷气出风口的模具设计过程中,一个看似微小的疏忽却可能带来巨大的挑战。某次项目中,设计师在完成复杂的模具结构设计后,才猛然发现一个关键问题:内圈存在严重的倒扣现象。这一发现如同在平静的湖面投下巨石,瞬间激起了层层波澜。
危机浮现:内圈倒扣的致命隐患
汽车冷气出风口作为内饰的重要功能部件,不仅要求外观精美、表面光滑,更需保证出风效率与结构强度。其内圈结构通常设计有复杂的导风叶片和卡扣结构,以实现与风管的安全连接。倒扣的存在意味着模具无法正常脱模——制品在冷却成型后会被模具结构牢牢“锁住”,强行脱模必然导致产品撕裂或模具损坏。
传统的解决方案往往指向两个方向:一是修改产品设计,消除倒扣;二是采用复杂的滑块、斜顶等模具结构。但前者可能影响产品功能与外观,后者则会大幅增加模具成本、延长制造周期,并可能带来新的稳定性问题。
大师视角:跳出框架的创造性思维
面对这一棘手难题,经验丰富的模具设计大师并未急于采用常规手段。他首先带领团队重新审视了整个产品结构与模具方案:
- 深入分析倒扣成因与功能:大师发现,该倒扣实际上是为了增强卡扣的保持力而设计,并非完全不可调整。他仔细测量了倒扣的角度、深度与位置,评估其力学性能的冗余度。
- 逆向思考脱模路径:常规思维是让制品沿单一方向脱模,但大师提出了一个大胆设想——能否让模具的某些部分先“让开”,创造一个新的脱模空间?
- 材料特性利用:考虑到该出风口采用具有一定弹性的工程塑料(如ABS或PP),大师思考能否利用材料在脱模瞬间的微小弹性变形,配合巧妙的模具动作,让制品“滑出”倒扣区域。
化险为夷:巧妙的模具结构创新
基于以上分析,大师团队设计了一套精妙的解决方案:
核心创新:两段式延迟顶出与弹性变形辅助脱模
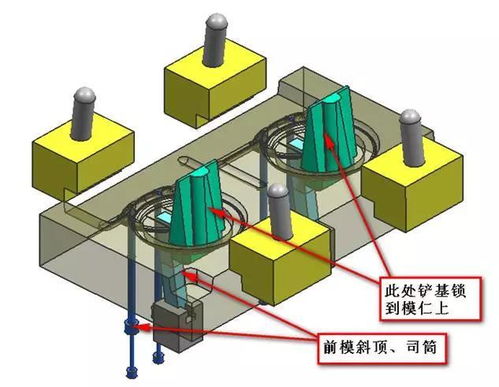
- 改良型斜顶+内置顶针组合:在倒扣对应的模具区域,没有采用传统的整体滑块,而是设计了一个特殊的斜顶结构。该斜顶内部集成了一组小型顶针,可在主斜顶动作完成后,再进行二次微动顶出。
- 精确控制的脱模时序:通过精密的模具控制系统,确保脱模动作分三步进行:
- 第一步:主模具打开,制品主体脱离型腔。
- 第二步:特殊斜顶开始动作,在倒扣区域创造初始脱离空间,此时制品仍受到轻微约束。
- 第三步:内置顶针启动,在精确计算的时机与行程内,对倒扣背面进行局部顶推,配合塑料的瞬时弹性变形,使倒扣顺利“滑过”模具障碍。
- 模具表面特殊处理:在倒扣接触区域进行镜面抛光并涂覆低摩擦涂层,进一步减少脱模阻力。
- 有限元模拟验证:在制造前,利用CAE软件对脱模过程进行仿真分析,优化顶出速度、温度与行程参数,确保制品变形在弹性范围内,避免永久变形或应力发白。
成果与启示
这套方案实施后,模具一次试模成功。制品完美脱模,倒扣功能得以保留,且模具结构比传统滑块方案更简洁、耐用,维护成本降低约30%。
这一案例给模具设计师们带来了宝贵启示:
- 问题前置分析至关重要:在产品设计阶段就应进行充分的模具可行性分析(DFM),提前识别倒扣、薄壁、缩水等潜在风险。
- 创新往往源于对常规的突破:当遇到难题时,不妨回到问题本质(功能需求、材料特性、物理原理),而不是被既有工艺束缚。
- 跨学科知识融合:现代模具设计需要融合机械设计、材料科学、热力学甚至仿生学知识。大师的解决方案就巧妙运用了材料弹性力学与精密运动控制。
- 模拟技术是强大的验证工具:CAE模拟可在虚拟环境中反复试验,大幅降低试错成本,加速创新方案的成熟。
汽车冷气出风口模具设计中的这场“倒扣危机”,最终不仅被成功化解,更成为了一次技术创新的典范。它提醒每一位工程师:在模具设计的精密世界里,最大的风险不是遇到问题,而是失去创造性解决问题的勇气与智慧。
如若转载,请注明出处:http://www.0755898.com/product/84.html
更新时间:2026-06-19 21:42:23









